

| ООО "Ионные технологии" | руководитель НИОКР, главный тех.эксперт | В.В. Богданов bogdan.ion@mail.ru |
| ООО "Ионные технологии" | директор | А.В. Оборин oborin@procion.ru |
| ООО "Ионные технологии" | инженер исследователь | И.С. Соколова lab@procion.ru |
| ООО "Ионные технологии" | инженер исследователь | Д.М. Кинзибаев lab@procion.ru |
Развитие гражданского и военного судостроения остро нуждается в применении современных материалов, а также методов их упрочнения. Особое внимание следует обратить на стали, применяемые в главных силовых установках, а также узлах и механизмах, обеспечивающих их работу.
Применение сложнолегированных маломагнитных сталей с высокими характеристиками износостойкости поверхностного слоя гарантирует длительный эксплуатационный ресурс и высокие удельные показатели мощности ответственной редукторной техники. Стали с высоким содержанием хрома, никеля, марганца плохо упрочняются традиционными методами – цементацией, нитроцементацией, газовым азотированием, закалкой ТВЧ. Вдобавок, требуется дополнительная шлифовка, что повышает трудозатраты и снижает характеристики поверхностной твёрдости, приводит к неравномерному (пятнистому) формированию покрытий на деталях, что в конечном итоге сказывается на снижении межремонтного периода.
Наиболее современным и высокотехнологичным методом упрочнения является ионная химико-термическая обработка в вакууме с применением различных газов.
Инженерами предприятия ООО «СЕВМОРМАШ-2М» (г. Севастополь) и ООО «Ионные технологии» (г. Пермь) в течение 2016 – 2018 годов были проведены научно-исследовательские и опытно-конструкторские работы по упрочнению деталей планетарных редукторов из сталей 0Х20Н4АГ10, 08Х18Н5Г12АБ, 45Г17Ю3. Данные стали относятся к тяжелообрабатываемым и сложноазотируемым, в том числе и из-за склонности к наклёпу – пластическому упрочнению поверхностной зоны. В процессе НИОКР были изучены особенности формирования диффузионных слоёв на образцах и имитаторах деталей, подобраны оптимальные режимы химико-термической обработки, проведены многочисленные эксперименты и отработана технология упрочнения на серийных деталях, изготавливаемых для нужд Министерства обороны России.
Впервые в отечественной практике весь комплекс работ был оперативно выполнен на первой партии редукторов в 2016 году. Осенью 2018 года вторая партия деталей по отработанной технологии была упрочнена для того же военного заказчика. В настоящее время проводятся расширенные эксплуатационные испытания.
Основным типом упрочнения было выбрано высокотемпературное ионное азотирование.
Типы деталей, подвергаемых упрочнению – корончатые колеса, шестерни, вал-шестерни, эксцентрики и другие детали с модулем зуба m = 8 – 9.
Получены стабильные результаты по глубине и равномерности покрытия. В среднем увеличение твердости составляет 2.5 – 3 раза – до 900 HV, глубина диффузионного слоя 0.20 – 0.25 мм, хрупкость 1 балл – не хрупкий.
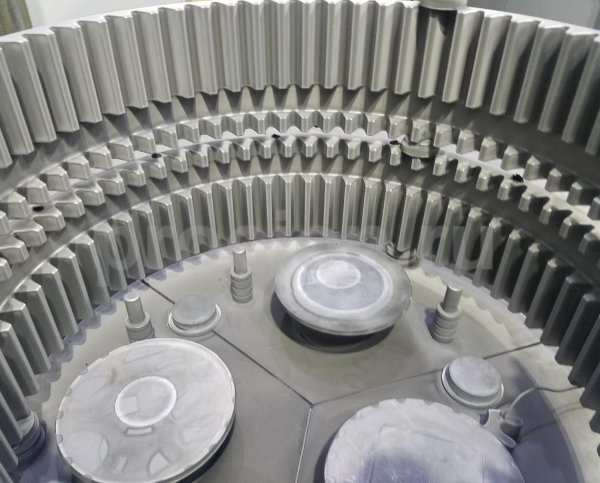
На рисунках 1 - 3 представлены фотографии зубчатых деталей до, во время и после режима упрочнения.
 |  |
| Рисунок 1. Общий вид зубчатых колес, шестерней и валов до процесса азотирования | |
 |  |  |
| Рисунок 2. Общий вид зубчатых колес, шестерней и валов в процессе ионного азотирования | ||
 |  |
| Рисунок 3. Общий вид зубчатых колес, шестерней и валов после азотирования | |
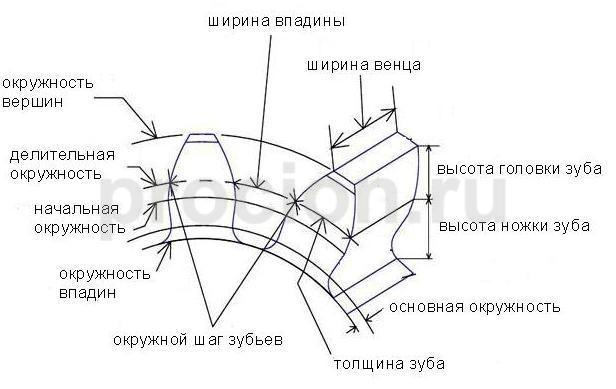
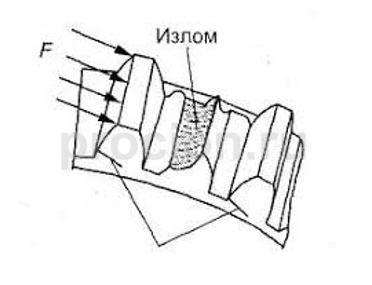
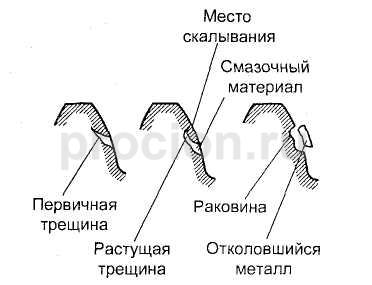
Профиль зубьев колес имеет эвольвентную боковую форму (рисунок 4). Зубчатые передачи в процессе эксплуатации испытывают контактные напряжения и напряжения изгиба, возникающие в момент, когда вся нагрузка воспринимается одной парой зубьев. Переменные напряжения являются причиной усталостного разрушения: излома зубьев от напряжений изгиба и выкрашивания рабочих поверхностей зубьев от контактных напряжений. С контактными напряжениями и трением в зацеплении связаны также износ, заедание и другие виды повреждения поверхностей зубьев (рисунок 5).
 |  |
| а | б |
| Рисунок 4. Фрагменты образцов-свидетелей (а) и схематическое строение зуба (б) | |
Одним из самых нагруженных участков профиля зубчатого колеса является боковая поверхность в зоне делительной окружности. В этой зоне происходит ударный вход зуба в зацепление. Поэтому основные параметры азотированного слоя контролировались на боковой поверхности в зоне делительной окружности.
 |  |  |
| а | б | в |
Рисунок 5. Виды разрушений зубьев: а – излом зуба; б – усталостное выкрашивание; в – процесс образования усталостных раковин в закрытой передаче | ||
Результаты металлографического исследования на стали 0Х20Н4АГ10 представлены в таблице 1. Твердость и микротвердость поверхности измерялась по методу Виккерса при нагрузке 5 кг (49.03 Н) и 100 г (0,98 H) соответственно.
Таблица 1. Характеристики азотированного слоя на стали 0Х20Н4АГ10
| Поверхностная твердость HV 5, кгс/мм2 | 910 - 970 |
| Поверхностная микротвердость HV 0.1, кгс/мм2 | 1000 - 1090 |
| Глубина слоя по микроструктуре*, hМ, мм | 0,20 - 0,21 |
| Глубина слоя по микротвердости*, hС, мм | 0,24 - 0,25 |
| *на боковой поверхности в зоне делительной окружности | |
Толщина азотированного слоя контролировалась на поперечных шлифах образцов с помощью оптического микроскопа (рисунок 6, 7). На рисунке 6 представлена микроструктура распределения азотированного слоя с разных плоскостей. Распределение микротвердости по глубине азотированного слоя определялось на боковой поверхности зуба в области делительной окружности, дюрометрическим методом (рисунок 8).
 |  |
| а | б |
| Рисунок 6. Микроструктура азотированного слоя: а – распределение азотированного слоя по профилю зуба; б – распределение азотированного слоя по периметру зуба; | |
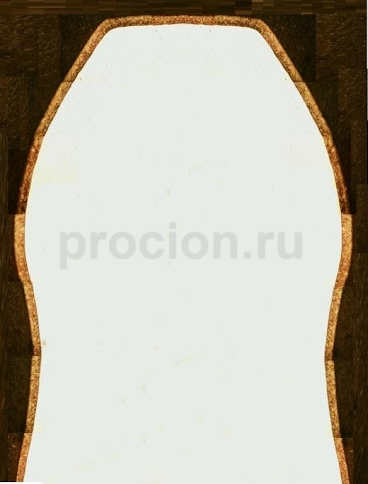
 |
| Рисунок 7. Микроструктура азотированного слоя боковой поверхности зуба, увеличение в 50 раз |
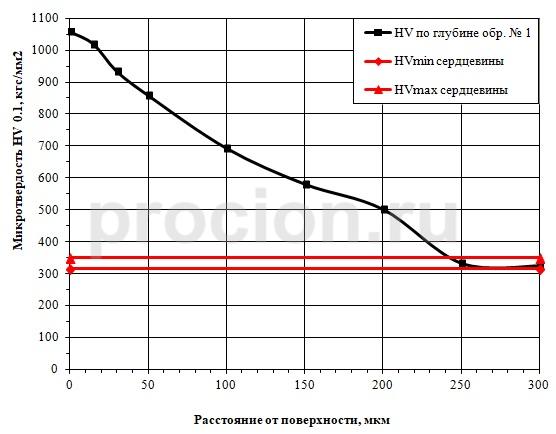 |
| Рисунок 8. График распределения микротвердости по глубине азотированного слоя |
В результате ионного азотирования на образце и на деталях формируется равномерно развитый диффузионный слой, обладающий высокой твердостью с одновременным отсутствием хрупкости. Профиль распределения микротвердости азотированного слоя имеет плавный характер снижения с 1050 до 350 HV 0.1 на глубину 0,25 мм.
ЗАКЛЮЧЕНИЕ
Технология упрочнения маломагнитных сталей методом ионной химико-термической обработки позволяет внедрить новые конструкторско-технологические решения, поднять на принципиально новый уровень качество продукции, существенно снизить стоимость и обеспечить увеличение эксплуатационного ресурса ответственных узлов и агрегатов. На сегодняшний день метод ионно-плазменного (вакуумного) азотирования можно рассматривать как передовую технологию поверхностного упрочнения деталей судостроительной промышленности.

-
ЗАКАЗАТЬ АЗОТИРОВАНИЕ
* Узнать можно ли упрочнить вашу деталь?