

| ООО "Ионные технологии" | директор | А.В. Оборин oborin@procion.ru |
| ООО "Ионные технологии" | аспирант, ФГАОУ ВО "ПНИПУ", инженер-технолог | Л.Н. Солдаткин soldatkin@procion.ru |
| ООО "Ионные технологии" | магистрант, ФГАОУ ВО "ПНИПУ"; инженер-исследователь | И.Г. Максимов maximov.iwan@gmail.com |
Исследовано влияние высоты цилиндрических образцов из аустенитной нержавеющей стали 12Х18Н10Т на процесс и результат их упрочнения методом ионного азотирования в тлеющем разряде при воздействии краевого эффекта. Рассмотрена возможность использования оснастки, предотвращающей воздействие эффекта кромки. Показано, что с увеличением высоты цилиндрических образцов воздействие краевого эффекта уменьшается, а применение оснастки позволяет полностью избежать оного.
Ключевые слова: ионное азотирование, тлеющий разряд, нержавеющая сталь, эффект кромки, краевой эффект.
Нержавеющая аустенитная сталь 12Х18Н10Т обладает высокими эксплуатационными характеристиками, такими как коррозионная стойкость, пластичность, ударная вязкость, свариваемость, за счет чего она нашла применение во многих отраслях промышленности. Свойства стали 12Х18Н10Т способствуют ее применению в медицине, пищевой промышленности, в общем случае, работе в агрессивных средах, условиях абразивного износа и т. д. [1, с. 80].
Для решения некоторых производственных задач требуется повышение износостойкости стали 12Х18Н10Т. Одним из самых универсальных и технологичных методов поверхностного упрочнения является ионное азотирование в тлеющем разряде [2]. Азотирование стали 12Х18Н10Т приводит к повышению поверхностной твердости (в зависимости от параметров процесса упрочнения, до ≈ 1200 HV 0.1 (12 ГПа)) и износостойкости за счет образования нитридов хрома, однако, вследствие этого, уменьшается коррозионная стойкость и магнитная проницаемость что допустимо, при решении некоторых задач.
При ионном азотировании в тлеющем разряде имеет место эффект кромки или краевой эффект, заключающийся в увеличении площади сбора насыщающих ионов и изменении их траектории движения в области острых кромок изделия [2], что приводит к неравномерному воздействию на разные участки азотируемого изделия, и, как следствие, к разной толщине и твердости упрочненного слоя.
Как показано в работе [2], влияние краевого эффекта зависит от геометрических характеристик изделия и его материала. Причиной возникновения эффекта кромки является искажение электрического поля вокруг детали и неравномерная плотность потока ионов к поверхности, причем, наибольшее искажение вызывают близко расположенные кромки. Для большинства сталей расхождения по твердости и толщине слоя на разных участках поверхности будут незначительны, но более явно этот эффект проявляется на нержавеющих сталях, в том числе и на 12Х18Н10Т.
В процессе производственной деятельности предприятия, занимающегося ионной ХТО (химико-термическая обработка), необходимо оценивать качество проведенного процесса обработки, для чего используются образцы- и детали-свидетели. После проведения режима ионного азотирования изделий из стали 12Х18Н10Т необходимо исследовать образцы-свидетели, однако, если на упрочняемых деталях азотированный слой есть (измерения проводятся портативным твердомером), то по причине воздействия краевого эффекта, упрочнение на небольших образцах-свидетелях крайне неравномерно, из-за чего сделать вывод о качестве проведенного процесса – проблематично.
Цель данной работы – определить влияние высоты цилиндрических образцов одинакового диаметра из стали 12Х18Н10Т на характеристики упрочненного слоя для последующего выставления требований о допустимых размерах образцов-свидетелей из нержавеющих сталей, а также, проверить воздействие оснастки, предотвращающей «горение» плазмы на кромках образца-свидетеля. Подобные исследования проводились в работах [3—4], однако, материал, размеры образцов, параметры процесса ионного азотирования и используемое оборудование полностью отличаются.
Для оценки влияния высоты изготовлены цилиндрические образцы диаметром 40 мм и высотами 8, 15 и 20 мм, для которых был проведен режим ионного азотирования в пульсирующей плазме на установке ION-20СWI в среде N2:H2 при давлении рабочих газов 4 мБар, соотношении 25:75 % об. соответственно и температуре образцов 580°C в течение 1 ч. Для предотвращения «горения» плазмы на кромках, изготовлены образцы диаметром 40 мм и высотой 8 мм и оснастка из того же материала, эскиз которой приведен на рис. 1.
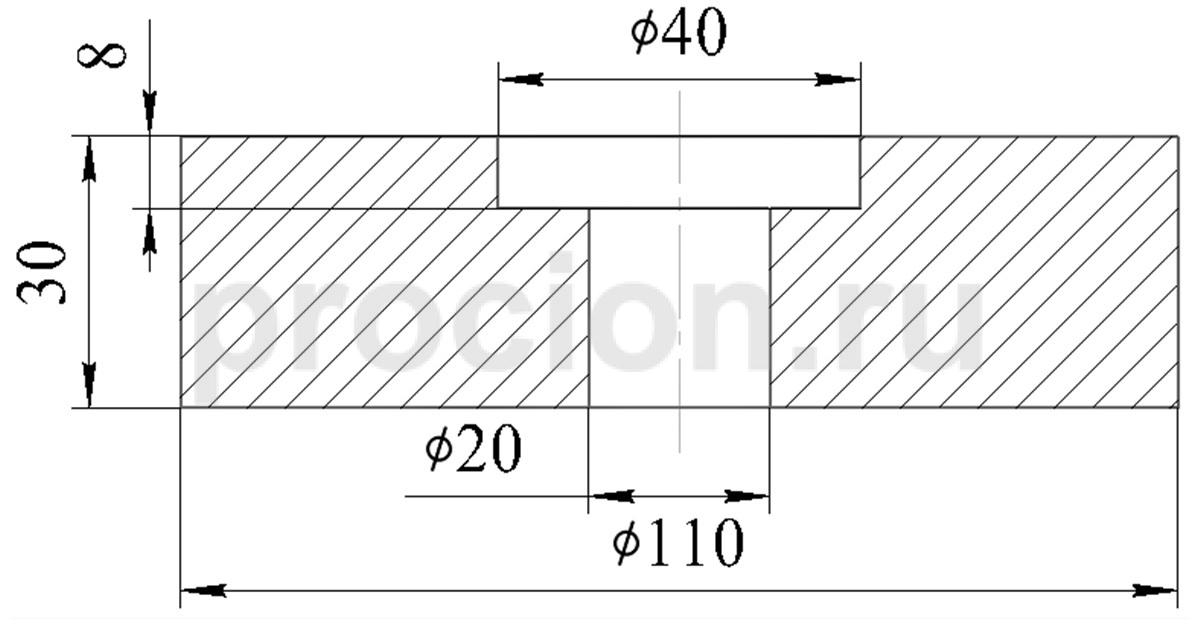 |
Рисунок 1. Оснастка, размеры в мм |
Основным измеряемым показателем эксплуатационных характеристик являлась твердость. Для ее измерения, а также оценки глубины азотированного слоя применяли поверенные «Прибор универсальный для измерения твердости металлов и сплавов 2137», а также «Микротведомер ПМТ-3». Измерения проводили согласно ГОСТ 2999-75.
Микроструктурное исследование азотированного слоя было выполнено с помощью оптического микроскопа БиОптик CMI-200 и комплекта объективов с увеличением х50, х100, х200, х500, х1000. Травление металлографических шлифов производили 4%-м раствором азотной кислоты ГОСТ 4461-77 в этиловом спирте ГОСТ 5962-67.
Толщина диффузионного слоя на верхней поверхности у края всех образцов составляет 40—50 мкм, затем уменьшается у образцов без оснастки на различных расстояниях в результате эффекта кромки и увеличивается к центру. На рис. 2а приведена фотография микроструктуры поверхности образца без оснастки высотой 8 мм на расстоянии около 2 мм от верхней кромки, где можно наблюдать область, в которой толщина диффузионной зоны уменьшается до ее полного отсутствия. На образце высотой 20 мм также можно наблюдать область уменьшения толщины, однако, в самом тонком месте, толщина слоя составляет 5 мкм. Образец в оснастке не имеет четко выраженного уменьшения толщины слоя, несмотря на частично азотированную область в зазоре в месте соприкосновения с оснасткой (см. рис. 2б).
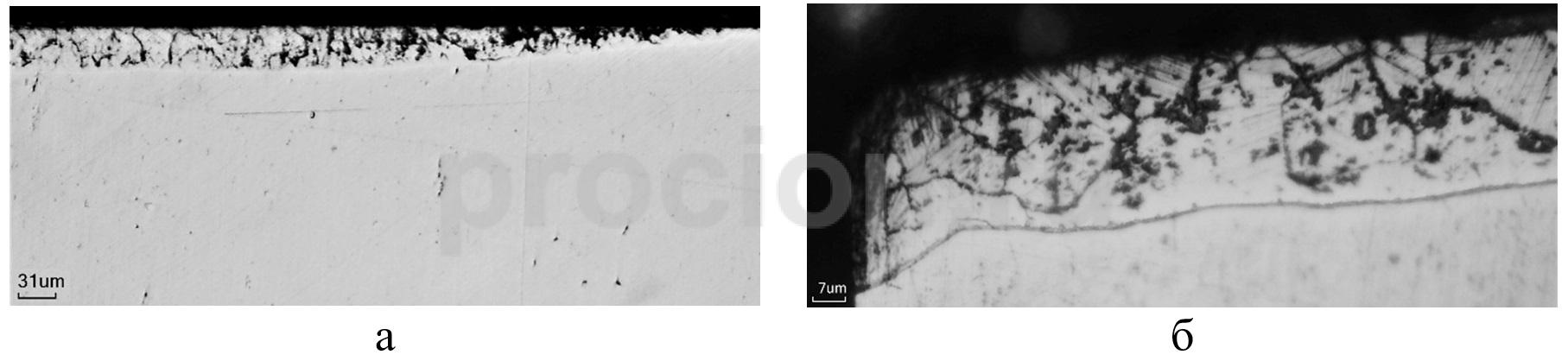 |
Рисунок 2. Фотографии микроструктуры: а – образец 8 мм, 100Х; б – образец в оснастке, 500Х |
Расстояния от верхней кромки образцов, на которых начинается область уменьшения толщины азотированного слоя, закономерно уменьшаются от ≈1,75 до 1,57 мм с увеличением высоты образцов, что является результатом уменьшения суперпозиции эффектов углов нижней и верхней кромки [2].
Также нельзя забывать о влиянии высоты образцов на температуру верхней поверхности: в работе [4] показано, что с увеличением высоты образцов толщина диффузионного слоя увеличивается в связи с изменением отношения площади поверхности и объема. Низкие образцы передают большую часть собственного тепла на катодную плиту камеры при одинаковом диаметре, таким образом, верхняя поверхность более высокого образца сильнее нагревается.
На рис. 3 показаны распределения поверхностной твердости на исследуемых образцах, где у края образцы имеют близкие значения, а по мере удаления – значительное расхождение. Стоит заметить, профиль поверхностной твердости образца в оснастке не имеет явного уменьшения значений к краю, в то время как в работе [3], уменьшение к краю наблюдается. Это, вероятно, в большей степени связано с различными размерами зазоров между образцом и оснасткой. Так, при увеличении этого зазора, искажение электрического поля будет увеличиваться. В настоящей работе, зазор составил около 0,1 мм на радиус, в работе [3] размер зазора не указан.
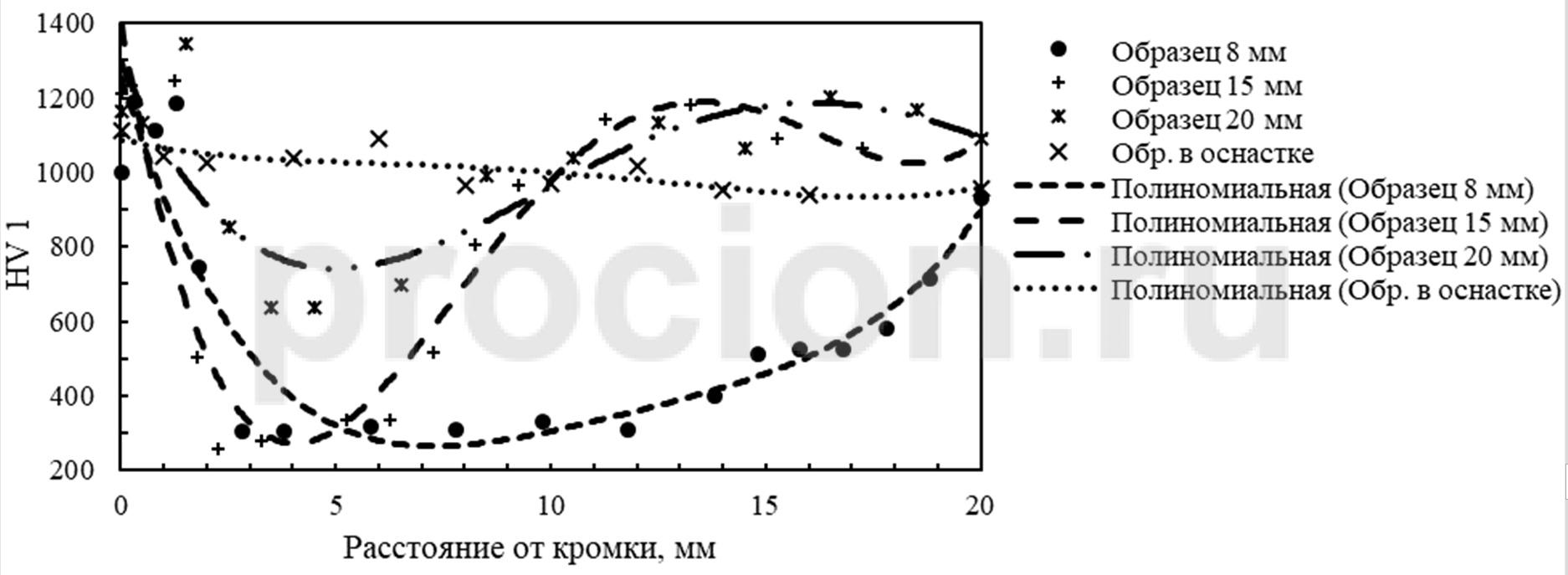 |
Рисунок 3. Распределение поверхностной твердости |
Полученные данные подтверждают, что расстояние между кромками (в данном случае, высота цилиндрических образцов) имеет значительную роль при ионном азотировании в тлеющем разряде. По результатам исследования становится очевидной обоснованность применения оснастки, предотвращающей «горение» плазмы на кромках образца или увеличения высоты образца для дистанцирования острых кромок.
Список литературы
- Взаимодействие излучений с твердым телом: Материалы 9-й Международной конференции, Минск, 20–22 сентября 2011 года. – Минск: Белорусский государственный университет, 2011. 469 с.
- Берлин Е.В., Коваль Н.Н., Сейдман Л.А. Плазменная химико-термическая обработка поверхности стальных деталей М.: Техносфера, 2012. 464 с.
- Olzon-Dionysio M. et al. Influences of plasma nitriding edge effect on properties of 316 L stainless steel // Surface and Coatings Technology. 2010. Т. 204. № 21—22. С. 3623—3628.
- de Ataide A. R. P. et al. Effects during plasma nitriding of shaped materials of different sizes // Surface and Coatings Technology. 2003. Т. 167. № 1. С. 52—58.
Скачать статью в PDF: Влияние геометрических характеристик изделий из стали 12Х18Н10Т на процесс азотирования.
Почитать подробнее о наших возможностях

-
ЗАКАЗАТЬ АЗОТИРОВАНИЕ
* Узнать можно ли упрочнить вашу деталь?